
เปียกหรือแห้ง: คำตอบโดยตรงสำหรับการลับคมกระบอกสูบรถจักรยานยนต์
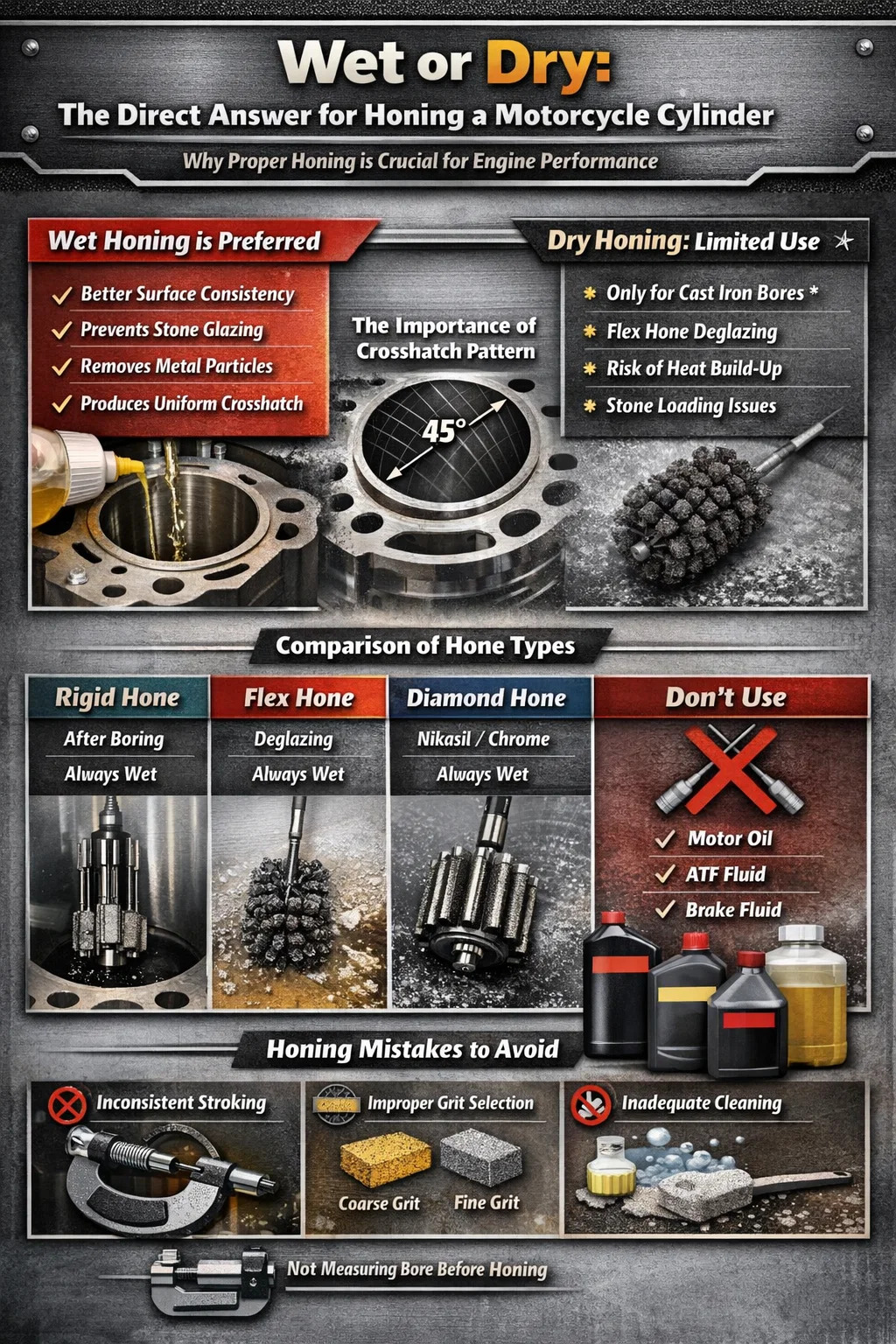
เมื่อสร้างเสริม A กระบอกสูบรถจักรยานยนต์ , การขัดแบบเปียกเป็นวิธีที่แนะนำในสถานการณ์ส่วนใหญ่ . การใช้น้ำมันขัดเงาหรือสารหล่อลื่นที่ใช้ปิโตรเลียมสูตรบางเบาในระหว่างกระบวนการจะขจัดอนุภาคโลหะ ช่วยให้การตัดเหน็บสะอาด ป้องกันการเคลือบบนหินที่มีฤทธิ์กัดกร่อน และสร้างรูปแบบครอสแฮตช์ที่สอดคล้องกันมากขึ้นบนผนังเจาะ การขัดแบบแห้งจะใช้เฉพาะในสถานการณ์ที่เฉพาะเจาะจงเท่านั้น — โดยทั่วไปแล้วจะใช้การขัดแปรงแบบยืดหยุ่นบนรูเหล็กหล่อ — และถึงอย่างนั้น ช่างเครื่องที่มีประสบการณ์ก็มักจะชอบละอองน้ำมันหล่อลื่นเป็นอย่างน้อย
คำตอบนี้มีความสำคัญเนื่องจากการตอบผิดส่งผลโดยตรงต่อประสิทธิภาพของแหวนลูกสูบ การขัดเกลากระบอกสูบของรถจักรยานยนต์ที่ไม่ดีส่งผลให้สิ้นเปลืองน้ำมัน แรงอัดไม่ดี แหวนสึกหรอก่อนเวลาอันควร และเครื่องยนต์ทำงานได้ไม่เต็มประสิทธิภาพเท่าที่ควร ไม่ว่าคุณจะสร้างจักรยานเสือหมอบสูบเดียว 250cc หรือ V-twin กระบอกสูบใหญ่ การทำความเข้าใจกระบวนการขัดเกลาอย่างละเอียดนั้นไม่สามารถต่อรองได้
สิ่งที่ Honing ทำได้จริงกับกระบอกสูบรถจักรยานยนต์
การลับคมเป็นกระบวนการตัดเฉือนแบบขัดที่ช่วยปรับพื้นผิวภายในของรูกระบอกสูบ โดยมีวัตถุประสงค์หลักสองประการ ได้แก่ การแก้ไขข้อบกพร่องทางเรขาคณิตเล็กๆ น้อยๆ ที่เกิดจากการคว้าน และการสร้างพื้นผิวที่เฉพาะเจาะจง — รูปแบบครอสแฮทช์ — ที่จะยึดน้ำมันเครื่องและทำให้แหวนลูกสูบวางชิดกับผนังรูได้อย่างเหมาะสม
เมื่อกระบอกสูบของรถจักรยานยนต์ถูกเจาะเพื่อรับลูกสูบขนาดใหญ่เกินไป หรือเมื่อมีการปรับสภาพกระบอกสูบที่ใช้แล้ว พื้นผิวของกระบอกสูบจะเหลือผิวงานที่ค่อนข้างหยาบจากด้ามกลึงคว้าน การขัดเกลาจะปรับแต่งพื้นผิวนั้นจนถึงค่าความหยาบเฉลี่ย (Ra) ที่แม่นยำ ซึ่งโดยทั่วไปจะวัดเป็นไมโครนิ้วหรือไมโครเมตร ผู้ผลิตกระบอกสูบรถจักรยานยนต์ส่วนใหญ่ระบุค่า Ra ของรูเจาะที่เสร็จแล้วระหว่าง 15 ถึง 30 ไมโครนิ้ว (ประมาณ 0.38 ถึง 0.76 ไมโครเมตร) สำหรับเหล็กหล่อทั่วไปหรือรูที่มีโครเมียม แม้ว่าไลเนอร์ Nikasil และเซรามิกคอมโพสิตจะมีข้อกำหนดที่เข้มงวดกว่าก็ตาม
มุมครอสแฮชก็มีความสำคัญไม่แพ้กัน ครอสแฮทช์ 45 องศา — หมายถึงเครื่องหมายเหลาตัดกันที่ประมาณ 45 องศาในแต่ละด้าน — เป็นมาตรฐานอุตสาหกรรมสำหรับเครื่องยนต์รถจักรยานยนต์สี่จังหวะส่วนใหญ่ มุมนี้สร้างช่องไมโครที่กระจายน้ำมันอย่างสม่ำเสมอทั่วทั้งกระบอกสูบ ในขณะที่วงแหวนเลื่อนขึ้นและลง ปิดผนึกก๊าซเผาไหม้พร้อมทั้งป้องกันไม่ให้น้ำมันส่วนเกินเข้าสู่ห้องเผาไหม้
ข้อกำหนดพื้นผิวที่คุณต้องรู้
- Ra (ค่าเฉลี่ยความหยาบ): ค่าเบี่ยงเบนเฉลี่ยของพื้นผิวจากเส้นเรียบสมบูรณ์แบบ วัดเป็นไมโครนิ้วหรือไมโครเมตร นี่เป็นข้อกำหนดที่อ้างถึงบ่อยที่สุด
- Rz (ความลึกความหยาบเฉลี่ย): ค่าเฉลี่ยของยอดเขาสูงสุดห้าแห่งและหุบเขาที่ลึกที่สุดห้าแห่งตามความยาวที่วัดได้ มีความเกี่ยวข้องมากขึ้นกับพฤติกรรมการนั่งในเวที
- Rk (ความลึกของความหยาบของแกนกลาง): ใช้ในข้อกำหนดการทำความสะอาดที่ราบสูง — ค่านี้ส่งผลต่อการกักเก็บน้ำมันโดยไม่เพิ่มการสึกหรอของแหวน
- มุมครอสแฮทช์: มุมที่หินเหลาทิ้งรอยไว้บนผนังเจาะ ตื้นเกินไปทำให้ที่นั่งวงแหวนช้าลง ชันเกินไปทำให้สิ้นเปลืองน้ำมันมากเกินไป
เหตุใดการลับคมแบบเปียกจึงมีประสิทธิภาพเหนือกว่าการลับคมแบบแห้งสำหรับกระบอกสูบรถจักรยานยนต์
เคมีและฟิสิกส์เบื้องหลังการขัดแบบเปียกอธิบายว่าทำไมการหล่อลื่นจึงสร้างความแตกต่างอย่างมีนัยสำคัญ เมื่อหินขัดตัดโลหะโดยไม่มีการหล่อลื่น ปัญหาหลายอย่างก็ปะทุอย่างรวดเร็ว
การสะสมความร้อนทำลายความสม่ำเสมอของพื้นผิว
การขัดแบบแห้งจะสร้างความร้อนผ่านการเสียดสี แม้จะใช้ความเร็วเจาะปานกลาง โดยทั่วไปคือ 300 ถึง 500 รอบต่อนาทีสำหรับกระบอกสูบของรถจักรยานยนต์ การขัดแบบแห้งอาจทำให้อุณหภูมิพื้นผิวของกระบอกสูบเพิ่มขึ้นมากพอที่จะทำให้เกิดการเสียดสีที่ไม่สอดคล้องกัน โลหะจะขยายตัวเมื่อร้อนขึ้น ซึ่งหมายความว่าเส้นผ่านศูนย์กลางของรูเจาะที่คุณวัดระหว่างจังหวะนั้นไม่เท่ากับเส้นผ่านศูนย์กลางของรูที่กลับคืนมาที่อุณหภูมิห้อง นี่เป็นปัญหาอย่างยิ่งในกระบอกสูบอะลูมิเนียม ซึ่งมีค่าสัมประสิทธิ์การขยายตัวเนื่องจากความร้อนสูงกว่า (ประมาณ 23 × 10⁻⁶/°C) เมื่อเทียบกับเหล็กหล่อ (ประมาณ 11 × 10⁻⁶/°C) อุณหภูมิที่เพิ่มขึ้น 50°F (28°C) ในรูอะลูมิเนียมอาจทำให้เกิดการเปลี่ยนแปลงขนาด 0.001 ถึง 0.002 นิ้ว - เพียงพอที่จะทำลายข้อกำหนดระยะห่างระหว่างลูกสูบกับผนังที่แน่นหนา
การโหลดอนุภาคโลหะอุดตันเหลา
ขณะที่เหลากัดเจาะกระบอกสูบ อนุภาคโลหะเล็กๆ จะถูกปล่อยออกมา หากไม่มีสารหล่อลื่นเพื่อพาอนุภาคเหล่านี้ออกไป พวกมันจะฝังอยู่ในหินขัด — กระบวนการที่เรียกว่าการโหลด เหลาที่บรรทุกหนักไม่สามารถตัดได้อย่างหมดจดอีกต่อไป แต่กลับทำให้พื้นผิวขัดเงา โดยทาโลหะให้ทั่วเจาะแทนที่จะตัดมัน ซึ่งจะทำให้พื้นผิวดูเรียบเนียนแต่มีลักษณะการกักเก็บน้ำมันไม่ดี เมื่อแหวนลูกสูบสัมผัสกับรูขัดเงา แหวนจะไม่สามารถเจาะเข้าไปได้อย่างถูกต้องเนื่องจากไม่มีหุบเขาขนาดเล็กที่จะกักเก็บน้ำมันในระหว่างช่วงรันอินที่มีแรงเสียดทานสูงในช่วงแรก
Wet Honing ทำให้เกิด Crosshatch ที่สม่ำเสมอยิ่งขึ้น
น้ำมัน Honing ทำหน้าที่เป็นทั้งสารหล่อเย็นและน้ำมันตัดกลึง ช่วยลดแรงเสียดทานระหว่างหินและรูเจาะ ช่วยให้สารกัดกร่อนสามารถตัดได้สม่ำเสมอตลอดการเคลื่อนตัว ผลลัพธ์ที่ได้คือมุมครอสแฮทช์ที่สม่ำเสมอยิ่งขึ้น และค่า Ra ที่สม่ำเสมอมากขึ้นจากบนลงล่างของรู การศึกษาเปรียบเทียบผลลัพธ์การขัดแบบเปียกและแบบแห้งแสดงให้เห็นอย่างสม่ำเสมอว่ารูที่ลับคมแบบเปียกมีพิกัดความเผื่อ Ra ที่เข้มงวดมากขึ้น โดยมีการเปลี่ยนแปลง ±2 ถึง ±3 ไมโครนิ้ว เมื่อเทียบกับ ±6 ถึง ±10 ไมโครนิ้วสำหรับรูที่ลับคมแบบแห้งภายใต้สภาวะเดียวกัน
เมื่อการขัดแบบแห้งเป็นที่ยอมรับได้
มีสถานการณ์แคบๆ ที่ใช้หรือยอมรับการขัดแห้งแบบแห้งได้ การเหลาแบบโค้งงอ (การเหลาแบบลูกบอลหรือ "แปรงล้างขวด") ที่ใช้กับรูเหล็กหล่อเพื่อการขจัดกระจกอย่างรวดเร็ว ซึ่งบางครั้งอาจใช้แบบแห้งหรือต้องใช้การหล่อลื่นเพียงเล็กน้อยก็ได้ ลักษณะที่นุ่มนวลของเหล็กหล่อและการออกแบบที่ยืดหยุ่นและอยู่ตรงกลางของแปรงเหลาทำให้ให้อภัยได้มากขึ้น อย่างไรก็ตาม แม้ในสถานการณ์นี้ ผู้ผลิตเครื่องยนต์มืออาชีพส่วนใหญ่จะฉีดสเปรย์ WD-40 น้ำมันก๊าด หรือน้ำมันขัดเงาบางๆ อย่างน้อยก่อนใช้งานเครื่องดัดงอ เพราะผลลัพธ์จะวัดผลได้ดีกว่าด้วยการหล่อลื่นมากกว่าไม่มี
ประเภทของ Hones ที่ใช้กับกระบอกสูบของรถจักรยานยนต์
เครื่องมือลับคมบางชนิดไม่เหมือนกัน และประเภทของการเหลาที่คุณใช้ก็เปลี่ยนทั้งเทคนิคและข้อกำหนดในการหล่อลื่น กระบอกสูบของรถจักรยานยนต์มีเส้นผ่านศูนย์กลางของรูเจาะหลายขนาด ตั้งแต่ประมาณ 38 มม. สำหรับเครื่องยนต์สองจังหวะขนาดเล็ก ไปจนถึงมากกว่า 100 มม. สำหรับเครื่องยนต์ V-twin ที่มีปริมาตรกระบอกสูบขนาดใหญ่ และเครื่องมือลับคมต้องตรงกับขนาดรูเจาะและงานที่ทำอยู่
หินลับคมแบบแข็ง (เหลาแบบสปริง)
นี่เป็นประเภทที่ใช้กันมากที่สุดในร้านขายเครื่องจักรเครื่องยนต์ยานยนต์และรถจักรยานยนต์ เหลาแข็งประกอบด้วยหินขัดสองหรือสามก้อนที่ติดตั้งอยู่บนแขนที่รับสปริงซึ่งจะกดกับผนังเจาะภายใต้แรงดันที่ควบคุม หินมีให้เลือกหลายขนาด โดยทั่วไปจะมีตั้งแต่ 80 ถึง 400 กรวด ปลายข้าวหยาบ (80–120) ใช้สำหรับดึงวัสดุออกหลังจากการคว้าน ในขณะที่ปลายข้าวที่ละเอียดกว่า (220–400) ใช้สำหรับการเก็บผิวละเอียดและสร้างรูปแบบครอสแฮทช์ขั้นสุดท้าย
การขัดผิวแบบแข็งต้องใช้สว่านหรือเครื่องขัดแบบแข็งที่รักษาความเร็วรอบต่อนาทีและความเร็วในการลูบให้สม่ำเสมอ สำหรับกระบอกสูบของรถจักรยานยนต์ ช่างเทคนิคส่วนใหญ่ใช้สว่านไฟฟ้าที่ประมาณ 300–450 RPM รวมกับอัตราการลูบที่ทำให้เกิดรอยแฮทช์ 45 องศา สูตรง่ายๆ คือ: ความเร็วในการลาก (นิ้วต่อนาที) = RPM × เส้นรอบวงของกระบอกสูบ × tan (มุมครอสแฮทช์/2) . สำหรับการเจาะขนาด 90 มม. ที่ 400 RPM โดยมีเป้าหมายที่ครอสแฮทช์ 45 องศา จะทำการเจาะได้ประมาณ 45–55 จังหวะต่อนาที
Flex-Hone (Ball Hone หรือ Brush Hone)
Flex-hone เป็นเพลาแบบยืดหยุ่นที่มีเม็ดขัดติดอยู่เป็นระยะ มันตั้งศูนย์ในตัวเองและเดินตามรูอย่างเป็นธรรมชาติ ทำให้ให้อภัยสำหรับช่าง DIY ที่ไม่มีฟิกซ์เจอร์ลับคมที่แข็งแรง Flex-hones เป็นเลิศในการขจัดกระจก โดยขจัดพื้นผิวที่เคลือบและแข็งออกจากรูกระบอกสูบที่ใช้แล้ว และมีประสิทธิภาพในการสร้างผิวสำเร็จแบบราบเรียบบนรูที่อยู่ภายในมิติข้อมูลจำเพาะแล้ว
เม็ดมีดที่มีจำหน่ายสำหรับ Flex-hones มีตั้งแต่ 60 ถึง 800 สำหรับงานล้างกระจกกระบอกสูบของรถจักรยานยนต์ส่วนใหญ่ การใช้ Flex-hone ขนาด 240 หรือ 320 Grit นั้นเหมาะสม ควรใช้ Flex-hones แบบเปียกเสมอ — ผู้ผลิต Brush Research Manufacturing (ผู้ผลิตแบรนด์ Flex-Hone) ระบุไว้อย่างชัดเจนในเอกสารผลิตภัณฑ์ว่าควรใช้น้ำมันขัดเงาหรือ WD-40 ในระหว่างการใช้งานเสมอ
ไดมอนด์ ฮอนส์
เครื่องมือขัดเพชรใช้สารขัดเพชรอุตสาหกรรมแทนหินอะลูมิเนียมออกไซด์หรือซิลิคอนคาร์ไบด์ทั่วไป โดยหลักแล้วจะใช้กับการเคลือบเจาะแข็ง เช่น นิคาซิล (นิกเกิล-ซิลิคอนคาร์ไบด์) คอมโพสิตเซรามิก และรูโครเมียมที่จะทำลายหินขัดแบบธรรมดาได้อย่างรวดเร็ว เกือบจะใช้เพชรเหลาแบบเปียกเท่านั้น และการเลือกใช้สารหล่อลื่นก็มีความสำคัญมากกว่า น้ำมันที่มีส่วนผสมของปิโตรเลียมสามารถทำปฏิกิริยาได้ไม่ดีกับสารยึดเกาะเพชรบางชนิด ดังนั้นจึงมักนิยมใช้น้ำมันตัดกลึงที่ละลายน้ำได้
การเปรียบเทียบประเภทเหลาสำหรับกระบอกสูบรถจักรยานยนต์
| ประเภทเหลา | กรณีการใช้งานที่ดีที่สุด | จำเป็นต้องมีการหล่อลื่น | ระดับทักษะ | การกำจัดวัสดุ |
|---|---|---|---|---|
| แบบแข็ง (สปริงโหลด) | หลังจากคว้านแล้ว ก็เตรียมผิวใหม่ให้สมบูรณ์ | เปียกอยู่เสมอ | ระดับกลาง-ขั้นสูง | ปานกลางถึงสูง |
| Flex-Hone (บอลเหลา) | เคลือบพื้นราบเรียบ | เปียกอยู่เสมอ | ระดับเริ่มต้น-ระดับกลาง | ต่ำ |
| เพชรเหลา | นิคาซิล โครเมียม เคลือบแข็ง | เปียกอยู่เสมอ (water-soluble preferred) | ขั้นสูง | ต่ำ to Moderate |
| ที่ราบสูงเหลา (CBN) | ปิดท้ายด้วยสมรรถนะ เครื่องยนต์สำหรับการแข่งขัน | เปียกอยู่เสมอ | ขั้นสูง | ต่ำมาก (เฉพาะการตกแต่งเท่านั้น) |
การเลือกน้ำมันหล่อลื่นขัดเงาที่เหมาะสมสำหรับงานกระบอกสูบของรถจักรยานยนต์
ไม่ใช่ว่าน้ำมันหล่อลื่นทุกชนิดจะทำงานได้ดีเท่ากันในการลับคม น้ำมันที่ไม่ถูกต้องอาจปนเปื้อนในรู ทำให้หินขัดเสื่อมสภาพเร็วขึ้น หรือรบกวนการทำงานของการตัด ต่อไปนี้คือรายละเอียดเชิงปฏิบัติว่าอะไรใช้ได้ผลและสิ่งที่ควรหลีกเลี่ยง
น้ำมัน Honing โดยเฉพาะ
ผลิตภัณฑ์เช่น Sunnen Honing Oil, Goodson Honing Oil และผลิตภัณฑ์ตามสูตรเฉพาะที่คล้ายคลึงกันถือเป็นมาตรฐานทองคำ น้ำมันเหล่านี้ได้รับการออกแบบทางวิศวกรรมมาเป็นพิเศษเพื่อให้มีความหนืดที่เหมาะสม คุณสมบัติของของเหลวในการตัด และการหล่อลื่นสำหรับการตัดเฉือนที่มีฤทธิ์กัดกร่อน โดยจะชะล้างอนุภาคโลหะออกจากบริเวณการตัด ลดภาระของหิน และไม่ทิ้งสิ่งปนเปื้อนที่รบกวนขั้นตอนการประกอบเครื่องยนต์ในภายหลัง หากคุณกำลังทำงานจริงจังกับกระบอกสูบของรถจักรยานยนต์ ไม่ว่าจะเป็นเครื่องยนต์สองจังหวะ 125cc หรือเรือลาดตระเวน 1200cc น้ำมันขัดเงาโดยเฉพาะคือตัวเลือกที่ถูกต้อง
น้ำมันก๊าดหรือน้ำแร่
น้ำมันก๊าด (น้ำมันพาราฟิน) เป็นสารทดแทนน้ำมันขัดเงาที่ใช้กันทั่วไปมากที่สุด และใช้งานได้ดีพอสมควร ความหนืดต่ำช่วยให้เจาะเข้าไปในบริเวณการตัดและนำอนุภาคโลหะออกไปได้อย่างมีประสิทธิภาพ ช่างเครื่องมืออาชีพจำนวนมากใช้น้ำมันก๊าดมานานหลายทศวรรษโดยให้ผลลัพธ์ที่ดีอย่างต่อเนื่อง วิญญาณแร่ทำหน้าที่ในทำนองเดียวกัน ไม่มีประสิทธิผลเท่ากับน้ำมันขัดเงาที่ผลิตขึ้นตามวัตถุประสงค์ แต่สำหรับช่าง DIY ที่จะขัดกระบอกสูบรถจักรยานยนต์เดี่ยวทุกๆ สองสามปี คุณภาพการเจาะขั้นสุดท้ายจะแตกต่างกันเล็กน้อย
WD-40
WD-40 ถูกนำมาใช้กันอย่างแพร่หลายเป็นน้ำมันหล่อลื่นขัดเงาสำหรับการใช้งานแบบโค้งงอ (แบบบอลเหลา) มันเบา ซึมซาบได้ดี และหาได้ง่าย เป็นตัวเลือกที่ยอมรับได้สำหรับงานเคลือบกระจก อย่างไรก็ตาม WD-40 ไม่ใช่น้ำมันตัดกลึง แต่เป็นสารหล่อลื่นแทนที่น้ำและสารยับยั้งการกัดกร่อนด้วยแสงเป็นหลัก สำหรับการขจัดวัสดุที่หนักกว่าด้วยการขัดเงาแบบแข็ง จะมีการหล่อลื่นไม่เพียงพอเพื่อป้องกันการโหลดของหิน และฟิล์มบางอาจทำให้บริเวณการตัดเย็นลงไม่เพียงพอ
สิ่งที่ไม่ควรใช้
- น้ำมันเครื่อง: มีความหนืดเกินไปและทิ้งสารตกค้างที่ปนเปื้อนพื้นผิวของรู ซึ่งอาจรบกวนการทำงานของวงแหวนได้
- น้ำมันเกียร์ (ATF): ประกอบด้วยสารปรับแรงเสียดทานและสารเติมแต่งที่สามารถอุดตันหินลับคมและทิ้งสิ่งปนเปื้อนบนพื้นผิวได้
- น้ำมันเบรก: ดูดความชื้นและมีฤทธิ์รุนแรงทางเคมี — จะทำให้ส่วนประกอบยางที่อยู่ใกล้เคียงเสียหาย และอาจโจมตีอะลูมิเนียมหากไม่ได้ถอดออกจนหมด
- น้ำเพียงอย่างเดียว: ทำให้เกิดสนิมแฟลชบนรูเหล็กหล่อเกือบจะทันทีหลังการลับคม ทำลายพื้นผิวที่เพิ่งเตรียมใหม่
- น้ำมันตัดกลึง (ซัลเฟอร์สีเข้ม): สารประกอบซัลเฟอร์ในน้ำมันตัดกลึงสีเข้มสามารถทำปฏิกิริยากับโลหะผสมทองแดงที่ใช้ในตลับลูกปืนของเครื่องยนต์บางชนิด และทิ้งคราบบนรูอะลูมิเนียม
วิธีเหลากระบอกสูบรถจักรยานยนต์: กระบวนการทีละขั้นตอน
การขัดกระบอกสูบรถจักรยานยนต์อย่างถูกต้องต้องอาศัยความใส่ใจในรายละเอียด เครื่องมือที่เหมาะสม และความอดทน กระบวนการนี้ถือว่าคุณกำลังทำงานเคลือบกระจกหรือปรับผิวใหม่ด้วยรูกระบอกสูบอะลูมิเนียมหรือเหล็กหล่อที่อยู่ภายในข้อกำหนดด้านมิติ ไม่ใช่การเจาะซ้ำทั้งหมด ซึ่งต้องใช้อุปกรณ์ของร้านขายเครื่องจักร
เครื่องมือและวัสดุที่จำเป็น
- Flex-hone (บอลเหลา) ในเส้นผ่านศูนย์กลางที่ถูกต้อง - โดยทั่วไปจะมีขนาดใหญ่กว่าเส้นผ่านศูนย์กลางของรู 1–2 มม. เพื่อความตึงสปริงที่เหมาะสม
- สว่านไฟฟ้าแบบปรับความเร็วได้สามารถรักษาความเร็วรอบได้ 300–500 RPM
- น้ำมันขัดเงา น้ำมันก๊าด หรือ WD-40
- ทำความสะอาดผ้าขี้ริ้วที่ไม่มีขุย
- น้ำสบู่ร้อนและแปรงเจาะสำหรับทำความสะอาดหลังการเหลา
- ไมโครมิเตอร์แบบเจาะหรือเกจวัดแบบหน้าปัด
- แว่นขยายหรือขอบเขตการเจาะ (ไม่จำเป็น แต่แนะนำ)
- ทำความสะอาดน้ำมันประกอบ (เพื่อป้องกันการเจาะหลังการลับคม)
ขั้นตอนที่ 1: วัดการเจาะก่อนสร้างเสริม
ก่อนที่จะสัมผัสเหลากับกระบอกสูบ ให้วัดเส้นผ่านศูนย์กลางของรูในหลายตำแหน่ง — อย่างน้อยสามความลึก (ใกล้ด้านบน กลาง และด้านล่างของโซนการเคลื่อนที่ของวงแหวน) และที่แกนตั้งฉากสองแกนที่ความลึกแต่ละด้าน สิ่งนี้จะระบุถึงความเทเปอร์หรือสภาพที่ไม่กลม หากรูเจาะอยู่ห่างจากทรงกลมหรือเรียวมากกว่า 0.002 นิ้ว (0.05 มม.) การดีกลาสด้วยการลับแบบโค้งงอยังไม่เพียงพอ โดยจะต้องคว้านกระบอกสูบก่อน
ขั้นตอนที่ 2: ยึดกระบอกสูบให้แน่น
ติดตั้งกระบอกสูบอย่างแน่นหนาด้วยปากกาจับชิ้นงานโดยใช้ปากจับแบบอ่อน หรือยึดเข้ากับพื้นผิวการทำงาน กระบอกสูบจะต้องไม่เคลื่อนที่ในระหว่างการลับคม การโยกหรือการขยับใดๆ จะเปลี่ยนเส้นทางของเหลา และทำให้รูปทรงของรูเจาะไม่สม่ำเสมอ สำหรับเครื่องยนต์มอเตอร์ไซค์สูบเดียวขนาดเล็ก โดยปกติแล้วเหยือกทั้งกระบอกสามารถวางลงในปากกาจับบุนวมได้โดยตรง สำหรับเครื่องยนต์หลายสูบที่มีขนาดใหญ่กว่า อาจจำเป็นต้องติดตั้งกระบอกสูบแต่ละตัวเข้ากับแผ่นฟิกซ์เจอร์
ขั้นตอนที่ 3: ใช้ Honing Oil อย่างอิสระ
ทาน้ำมันขัดเงาปริมาณมากกับทั้งส่วนเฟล็กซ์และผนังเจาะ อย่าตระหนี่ เพราะคุณต้องการให้เจาะเปียกพอที่จะเห็นน้ำมันมันเงาบนพื้นผิว เก็บน้ำมันเพิ่มเติมไว้ใกล้ๆ เพื่อที่คุณจะได้ทาเพิ่มในระหว่างกระบวนการขัดเงา การเหลาแห้งแม้จะตีสองสามครั้งสามารถโหลดลูกขัดได้และลดประสิทธิภาพการตัดของเหลาอย่างถาวร
ขั้นตอนที่ 4: ตั้งค่าความเร็วการเจาะและเริ่มการลูบ
ใส่ดอกสว่านเข้าไปในรูและตั้งสว่านไปที่ประมาณ 300–450 RPM เริ่มลูบเหลาขึ้นและลงผ่านรูในอัตราที่ทำให้เกิดรอยกากบาทที่มองเห็นได้ แนวทางปฏิบัติที่อ้างถึงโดยทั่วไปคือการใช้อัตราการลูบที่ทำให้เหลาเคลื่อนที่ได้เต็มความยาวของรู (บวกประมาณ 1/4 ของความยาวของเหลาที่ผ่านปลายแต่ละด้าน) ด้วยการเคลื่อนไหวที่ราบรื่นหนึ่งครั้งทุกๆ 1 ถึง 1.5 วินาที
สำหรับกระบอกสูบรถจักรยานยนต์ขนาด 100 มม. ทั่วไปที่มีระยะการเคลื่อนที่ของวงแหวน 90 มม. การขัดแบบแอคทีฟเป็นเวลา 30–60 วินาทีก็เพียงพอแล้วที่จะเคลือบพื้นผิวและสร้างฟักไขว้ใหม่ อย่าลับคมมากเกินไป — การลับคมมากเกินไปจะขจัดวัสดุที่มากเกินไป และเปิดช่องว่างเกินข้อกำหนด
ขั้นตอนที่ 5: หยุด ถอน และตรวจสอบ
หลังจากการลับคมเป็นเวลา 30 วินาที ให้หยุดการเจาะในขณะที่เหลายังอยู่ในเจาะ (อย่าเอาเหลาที่หมุนอยู่ออก เพราะลูกบอลอาจไปเกาะที่ขอบเจาะและสร้างความเสียหายได้) จากนั้นจึงถอนเหลาที่หยุดไว้ออก เช็ดทำความสะอาดรูด้วยผ้าที่ไม่เป็นขุย และตรวจสอบพื้นผิวภายใต้แสงสว่างที่ดี คุณควรเห็นรูปแบบครอสแฮทช์ที่สม่ำเสมอซึ่งครอบคลุมตลอดความยาวกระบอกสูบ โดยไม่มีพื้นที่เคลือบมันเงาเหลืออยู่ หากยังมีคราบเคลือบอยู่ ให้ทาน้ำมันใหม่แล้วขัดต่อ
ขั้นตอนที่ 6: ทำความสะอาดเจาะอย่างละเอียด
ขั้นตอนนี้เป็นขั้นตอนที่ผู้สร้างเครื่องยนต์ DIY จำนวนมากทำผิดพลาดที่มีค่าใช้จ่ายสูงที่สุด การลับคมจะทิ้งอนุภาคที่มีฤทธิ์กัดกร่อนและเศษโลหะไว้ในหุบเขาขนาดเล็กของพื้นผิวเจาะ หากเศษนี้ไม่ถูกกำจัดออกจนหมด จะทำหน้าที่เหมือนสารบดที่ฝังอยู่บนแหวนลูกสูบและผนังเจาะในช่วงชั่วโมงแรกของการทำงานของเครื่องยนต์ ทำให้เกิดการสึกหรออย่างรวดเร็วจนสร้างความเสียหายให้กับกระบอกสูบและแหวนอย่างถาวร
วิธีทำความสะอาดที่ถูกต้องคือการใช้น้ำสบู่ร้อนโดยใช้แปรงเจาะ ไม่ใช่ตัวทำละลาย ตัวทำละลาย เช่น น้ำยาทำความสะอาดเบรกหรือมิเนอรัลสปิริตละลายน้ำมันได้ดี แต่ไม่สามารถขจัดอนุภาคที่มีฤทธิ์กัดกร่อนออกจากหุบเขาขนาดเล็กของพื้นผิวรูเจาะได้ น้ำร้อนผสมน้ำยาล้างจาน (คำแนะนำคลาสสิกจากผู้สร้างเครื่องยนต์ John Erb และต่อมาได้รับความนิยมโดยผู้สร้างเครื่องยนต์ John Callies) ทำให้เกิดการขัดถูที่ทางกายภาพจะยกและขจัดอนุภาคที่มีฤทธิ์กัดกร่อนออกไป ขัดรูเจาะแรงๆ ล้างออกด้วยน้ำร้อนสะอาด จากนั้นเช็ดให้แห้งทันที แล้วทาน้ำมันประกอบที่สะอาดเคลือบไว้เพื่อป้องกันการเกิดสนิม (โดยเฉพาะอย่างยิ่งสำหรับเหล็กหล่อ)
ขั้นตอนที่ 7: การวัดขั้นสุดท้าย
หลังจากทำความสะอาดและก่อนประกอบ ให้วัดรูอีกครั้งเพื่อตรวจสอบว่ายังอยู่ในข้อกำหนด การลดแสงเคลือบด้วย flex-hone มักจะขจัดวัสดุที่มีความยาวน้อยกว่า 0.0005 นิ้ว (0.013 มม.) ซึ่งถือว่าน้อยมากในแง่ของการเปลี่ยนแปลงมิติ หากการวัดของคุณแสดงการลบออกมากกว่าที่คาดไว้ ให้ตรวจสอบเทคนิคและการเลือกกรวดขัดอีกครั้ง
วัสดุกระบอกสูบของรถจักรยานยนต์และผลกระทบต่อวิธีการลับคมอย่างไร
วัสดุปลอกสูบจะเปลี่ยนวิธีการลับคมของคุณโดยพื้นฐาน วัสดุที่แตกต่างกันต้องใช้สารกัดกร่อนที่แตกต่างกัน เม็ดกรวดที่แตกต่างกัน สารหล่อลื่นที่แตกต่างกัน และการตกแต่งพื้นผิวเป้าหมายที่แตกต่างกัน
ไลเนอร์เหล็กหล่อ
ปลอกสูบเหล็กหล่อแบบดั้งเดิม ซึ่งพบได้ในรถสี่จังหวะรุ่นเก่าของญี่ปุ่น รถจักรยานยนต์สัญชาติอังกฤษ และเครื่องยนต์ V-twin ของอเมริกา เป็นรุ่นที่ให้อภัยได้มากที่สุด เหล็กหล่อมีกราไฟต์อิสระในโครงสร้างจุลภาค ซึ่งทำหน้าที่เป็นสารหล่อลื่นในตัว ขัดได้ดีกับหินอะลูมิเนียมออกไซด์ และตอบสนองต่อการขัดแบบโค้งงอได้ง่าย ค่าเป้าหมาย Ra สำหรับรูเจาะรถจักรยานยนต์ที่เป็นเหล็กหล่อ โดยทั่วไปจะอยู่ที่ 20–35 ไมโครนิ้วสำหรับวงแหวนธรรมดา หรือ 15–25 ไมโครนิ้วสำหรับวงแหวนหน้าโมลี เหล็กหล่อเกิดสนิมอย่างรวดเร็ว — ทาน้ำมันที่รูภายในไม่กี่นาทีหลังจากทำความสะอาดเสร็จ
กระบอกสูบ อะลูมิเนียม (ไม่มี ไลเนอร์)
กระบอกสูบของรถจักรยานยนต์บางรุ่น โดยเฉพาะในเครื่องยนต์สองจังหวะขนาดเล็กและสี่จังหวะสมัยใหม่บางรุ่น เป็นแบบกระบอกสูบอะลูมิเนียมเปลือยที่ไม่มีปลอกสูบแยกกัน สิ่งเหล่านี้ต้องใช้ซิลิกอนคาร์ไบด์หรืออลูมิเนียมออกไซด์และให้ความสนใจเป็นพิเศษต่อการสะสมความร้อน วัสดุอะลูมิเนียมที่นิ่มกว่าจะขจัดคราบได้เร็วกว่าเหล็ก และโครงสร้างผลึกที่หลวมกว่าหมายความว่าคุณสามารถเปิดช่องว่างได้อย่างรวดเร็วโดยไม่ได้ตั้งใจ หากคุณใช้กรวดหรือเหลาที่รุนแรงเกินไปเป็นเวลานานเกินไป การขัดแบบเปียกมีความสำคัญยิ่งกว่าที่นี่ — ความแตกต่างในการขยายตัวเนื่องจากความร้อนระหว่างอะลูมิเนียมและตัวเหลาเหล็ก หมายความว่าการขัดแบบแห้งจะทำให้เกิดความแปรปรวนของมิติในอะลูมิเนียมมากกว่าเหล็ก
ดอกเจาะ Nikasil และเซรามิกคอมโพสิต
Nikasil (นิกเกิล-ซิลิคอนคาร์ไบด์) เป็นการเคลือบแข็งแบบชุบด้วยไฟฟ้า ซึ่งใช้ในกระบอกสูบของเครื่องยนต์รถจักรยานยนต์สมัยใหม่ที่มีสมรรถนะสูงและทันสมัยมากมาย รวมถึง BMW Boxers, เครื่องยนต์ที่ใช้ Rotax และสปอร์ตไบค์ญี่ปุ่นหลายรุ่น การเคลือบเซรามิกคอมโพสิต เช่น SCEM (Suzuki Composite Electrochemical Material) และ NSS (Kawasaki) ก็ทำงานในลักษณะเดียวกัน สารเคลือบเหล่านี้มีความแข็งมาก โดยทั่วไปจะอยู่ที่ 800–1,000 ในระดับความแข็งของวิคเกอร์ส และไม่สามารถขัดด้วยสารกัดกร่อนอะลูมิเนียมออกไซด์หรือซิลิคอนคาร์ไบด์ทั่วไปได้ . เฉพาะสารกัดกร่อนเพชรหรือ CBN (ลูกบาศก์โบรอนไนไตรด์) เท่านั้นที่สามารถตัดพื้นผิวเหล่านี้ได้อย่างมีประสิทธิภาพ
งานเจาะเจาะนิคาซิลเป็นงานเฉพาะทาง Ra เป้าหมายมีความแน่นกว่าเหล็กหล่อ โดยทั่วไปจะมีขนาด 10–20 ไมโครนิ้ว และต้องใช้เหลาเพชรแบบเปียกด้วยน้ำมันตัดกลึงที่ละลายน้ำได้ ที่สำคัญกว่านั้น รู Nikasil ที่ได้รับความเสียหายจากเชื้อเพลิงที่ปนเปื้อนเอทานอล (เอทานอลทำให้ Nikasil ค่อยๆ ละลายเมื่อเวลาผ่านไป) ไม่สามารถช่วยชีวิตได้ด้วยการขัด — ต้องเปลี่ยนหรือเปลี่ยนกระบอกสูบใหม่ นี่เป็นปัญหาสำคัญในตลาดที่ส่วนผสมเอทานอล E10 หรือสูงกว่าเป็นเรื่องปกติ โดยเฉพาะอย่างยิ่งส่งผลกระทบต่อรถจักรยานยนต์ BMW R-series รุ่นเก่าในช่วงกลางทศวรรษ 1990
การเจาะแบบมีโครเมียม
การชุบฮาร์ดโครมมักใช้ในกระบอกสูบของรถจักรยานยนต์สองจังหวะ — และยังคงใช้ในการใช้งานสองจังหวะที่มีสมรรถนะสูงและสำหรับการแข่งขัน — เนื่องจากความแข็งของโครเมียมและค่าสัมประสิทธิ์การเสียดสีต่ำเหมาะอย่างยิ่งสำหรับสภาพแวดล้อมของช่องเจาะที่เปิดออกของเครื่องยนต์สองจังหวะ รูโครเมียมต้องใช้สารขัดเพชรเพื่อลับคม และข้อกำหนดผิวสำเร็จมีความเข้มงวด เช่นเดียวกับ Nikasil งานโครเมี่ยมมักจะถูกส่งไปยังผู้เชี่ยวชาญ
ความแตกต่างของกระบอกสูบรถจักรยานยนต์แบบสองจังหวะกับสี่จังหวะ
ความแตกต่างพื้นฐานระหว่างการออกแบบเครื่องยนต์สองจังหวะและสี่จังหวะทำให้เกิดข้อกำหนดในการขัดที่แตกต่างกัน ซึ่งมักสร้างความสับสนให้กับกลไกที่ทำงานในทั้งสองประเภท
กระบอกสูบสองจังหวะ
ในเครื่องยนต์รถจักรยานยนต์สองจังหวะ พอร์ตลูกสูบจะเปิดและปิดช่องไอดีและไอเสียโดยเคลื่อนผ่านเข้าไปในรู ซึ่งหมายความว่าพื้นผิวของรูถูกขัดขวางโดยช่องเปิด - เหลาต้องข้ามช่องเปิดเหล่านี้ในทุก ๆ จังหวะ ขอบของช่องเหล่านี้อาจไปกีดขวางหินเหลา และทำให้เกิดการตัดที่ไม่สม่ำเสมอ หรือทำให้เหลาเสียหายได้
โดยทั่วไปกระบอกสูบสองจังหวะจะใช้โครเมียมหรือรู Nikasil แทนที่จะเป็นเหล็กหล่อ เนื่องจากพอร์ตจะสร้างตัวเพิ่มความเครียดในวัสดุซับในที่นุ่มกว่า การลับกระบอกสูบ 2 จังหวะโดยมีช่องเปิดต้องใช้จังหวะที่สั้นและควบคุมได้ และให้ความเอาใจใส่อย่างระมัดระวังต่อจุดเข้าและออกของเหลา ช่างเทคนิคหลายคนใช้เครื่องมือลบมุมเพื่อลบคมขอบพอร์ตเล็กน้อยก่อนทำการลับคม เพื่อลดความเสี่ยงที่จะติดหินเหลา
การกำหนดค่าแหวนลูกสูบก็แตกต่างกันเช่นกัน: โดยทั่วไปลูกสูบสองจังหวะจะใช้วงแหวนเดี่ยวที่มีความหนา (บางครั้งอาจเป็นสองอัน) พร้อมหมุดระบุตำแหน่งเพื่อป้องกันไม่ให้วงแหวนหมุนและติดอยู่ในพอร์ต อินเทอร์เฟซแบบวงแหวนต่อเจาะในสองจังหวะนั้นแตกต่างจากสี่จังหวะ และมุมครอสแฮทช์ที่ต้องการอาจแตกต่างกัน ผู้เชี่ยวชาญแบบสองจังหวะบางคนชอบมุมครอสแฮทช์ที่ตื้นกว่าที่ 30–35 องศา มากกว่ามาตรฐาน 45 องศาสำหรับสี่จังหวะ
กระบอกสูบสี่จังหวะ
กระบอกสูบของรถจักรยานยนต์สี่จังหวะเป็นแบบธรรมดามากกว่า โดยมีพื้นผิวของรูที่ต่อเนื่องจากบนลงล่าง โดยมีวาล์วควบคุมโดยส่วนหัวแทนที่จะเป็นช่องในกระบอกสูบ สิ่งนี้ทำให้การลับคมกระบอกสูบสี่จังหวะตรงไปตรงมายิ่งขึ้น และสามารถใช้การลับคมแบบแข็งและแบบงอแบบเดิมได้อย่างอิสระโดยไม่ต้องกังวลกับขอบของพอร์ต
การกำหนดค่าวงแหวนแบบสี่จังหวะ โดยทั่วไปคือวงแหวนอัดด้านบน วงแหวนอัดที่สอง และวงแหวนควบคุมน้ำมัน ต้องใช้พื้นผิวของรูเพื่อรองรับการกักเก็บน้ำมันสำหรับวงแหวนน้ำมัน ในขณะเดียวกันก็รักษาการผนึกที่แน่นหนาสำหรับวงแหวนอัด ครอสแฮทช์ 45 องศาได้รับการปรับให้เหมาะสมสำหรับการกำหนดค่าแบบหลายวงแหวนนี้ สปริงขยายของวงแหวนน้ำมันจะยึดรางคู่ไว้กับกระบอกสูบด้วยแรงอย่างมาก และครอสแฮตช์ให้พื้นผิวที่เพียงพอสำหรับการกักเก็บน้ำมันโดยไม่มีความหยาบมากจนทำให้รางวงแหวนน้ำมันไม่สามารถปรับให้สอดคล้องได้อย่างเหมาะสม
ข้อผิดพลาดทั่วไปในการลับคมที่ทำให้กระบอกสูบรถจักรยานยนต์เสียหาย
แม้แต่ช่างเครื่องที่มีประสบการณ์ก็สามารถหลีกเลี่ยงข้อผิดพลาดได้เมื่อลับกระบอกสูบรถจักรยานยนต์ สิ่งเหล่านี้คือข้อผิดพลาดที่มักแสดงขึ้นโดยเป็นปัญหาการหุ้มแหวน การสิ้นเปลืองน้ำมัน หรือการสึกหรอก่อนเวลาอันควรหลังการสร้างใหม่
ใช้กรวดผิด
การเหลากรวดหยาบ (80 หรือ 120 กรวด) ที่ใช้ขัดขั้นสุดท้ายจะทำให้รูหยาบเกินไป กระบวนการวางวงแหวนจะใช้เวลานานกว่ามากและในบางกรณี ยอดของพื้นผิวขรุขระจะพับทับและสร้างอนุภาคที่มีฤทธิ์กัดกร่อนฝังอยู่ในผนังเจาะ ในทางกลับกัน การเหลาเม็ดละเอียดที่ใช้กับรูที่ต้องการการตัดที่ดุดันมากขึ้น จะทำให้เสียเวลาและโหลดเร็วขึ้น จับคู่เม็ดกรวดให้เข้ากับงาน: หยาบสำหรับการขจัดวัสดุหลังจากการคว้าน ละเอียด (240–320) สำหรับการขัดสีขั้นสุดท้ายและครอสแฮทช์บนรูเจาะที่มีข้อมูลจำเพาะอยู่แล้ว
ความเร็วการลูบไม่สอดคล้องกัน
การเปลี่ยนความเร็วการลูบในระหว่างการเปลี่ยนมุมจะเปลี่ยนมุมของครอสแฮตช์ หากคุณไปเร็วขึ้นที่ด้านบนและช้าลงที่ด้านล่าง คุณจะสร้างการเจาะที่มีมุมครอสแฮทช์ที่ไม่สอดคล้องกันจากบนลงล่าง - แน่นขึ้นที่ด้านบนในตำแหน่งที่คุณลดความเร็วลง และตื้นขึ้นที่ด้านล่างในตำแหน่งที่คุณเร่งความเร็ว ส่งผลให้การกระจายตัวของฟิล์มน้ำมันไม่สม่ำเสมอและวงแหวนที่นั่งไม่เท่ากัน ฝึกจังหวะการลูบอย่างสม่ำเสมอก่อนที่จะใช้เหลากับการเจาะ
ไม่ขยายเหลาผ่านปลายเจาะ
หากเหลาไม่เคยยื่นเลยขอบด้านบนและด้านล่างของรูระหว่างการชัก พื้นที่เหล่านั้นจะมีฤทธิ์กัดกร่อนน้อยกว่าตรงกลางของรู ผลลัพธ์ที่ได้คือรูที่แน่นกว่าที่ด้านบนและด้านล่าง (ซึ่งเกิดการกลับตัวของวงแหวน) มากกว่าตรงกลาง ซึ่งตรงกันข้ามกับสิ่งที่คุณต้องการเลย ปล่อยให้เหลายืดความยาวประมาณหนึ่งในสี่ผ่านปลายแต่ละด้านของรูในทุกจังหวะ
การทำความสะอาดหลังการเหลาไม่เพียงพอ
ตามที่กล่าวไว้ในขั้นตอนการทำความสะอาดข้างต้น การใช้ตัวทำละลายแทนน้ำสบู่ร้อนจะทิ้งอนุภาคที่มีฤทธิ์กัดกร่อนไว้ในรูเจาะ ผลที่ตามมาจะรุนแรง ในกรณีศึกษาการสร้างเครื่องยนต์ที่มีเอกสารครบถ้วนกรณีหนึ่ง เครื่องยนต์ที่สร้างขึ้นใหม่ด้วยรูที่ทำความสะอาดด้วยตัวทำละลาย (แต่ไม่ได้ขัดด้วยน้ำ) แสดงให้เห็นการสึกหรอของแหวนลูกสูบที่ 0.003 นิ้วหลังจากระยะทาง 500 ไมล์ ซึ่งเป็นปริมาณที่ปกติจะใช้เวลา 50,000 ไมล์ในรูที่ทำความสะอาดอย่างเหมาะสม เม็ดกรวดที่ฝังไว้ทำหน้าที่เป็นสารประกอบสำหรับขัด และเมื่อมองเห็นการสึกหรอของวงแหวนเวลา ตัวเจาะเองก็มักจะได้รับความเสียหายเกินกว่าขีดจำกัดขนาดใหญ่ถัดไป
สร้างเสริมการเจาะขนาดใหญ่แล้ว
บางครั้งช่างกลพยายามที่จะเหลารูที่มีขนาดเกินขีดจำกัดสูงสุดอยู่แล้ว โดยหวังว่าจะทำความสะอาดรอยคะแนนหรือการสึกหรอได้บ้าง หากการลับคมทำให้กระบอกสูบเกินข้อกำหนดขนาดใหญ่เกินกำหนด จะไม่มีลูกสูบขนาดใหญ่พอที่จะใส่ได้พอดี วัดก่อนขัดเสมอ และยืนยันว่ามีวัสดุเหลือเพียงพอสำหรับขั้นตอนขนาดใหญ่พิเศษถัดไปก่อนที่จะนำโลหะใดๆ ออก
การใช้ Flex-Hone เมื่อจำเป็นต้องคว้าน
การเหน็บแบบยืดหยุ่นไม่สามารถแก้ไขรูที่อยู่นอกทรงกลมหรือรูเรียวได้ เนื่องจากมันจะสอดคล้องกับรูปร่างที่มีอยู่ของรูและขัดพื้นผิวทั้งหมดอย่างสม่ำเสมอ ดังนั้นหากรูเป็นรูปวงรี รูก็จะยังคงเป็นรูปไข่ สภาพการออกนอกรอบที่ใหญ่กว่า 0.002 นิ้ว (0.05 มม.) หรือเทเปอร์มากกว่า 0.002 นิ้ว จำเป็นต้องคว้าน ไม่ใช่การลับคม การใช้ดิ้นเหลากับรูที่ต้องการการคว้าน จะทำให้คุณได้รูที่มีรอยตัดขวางใหม่แต่ยังคงมีรูปทรงที่ไม่ดี — และแหวนที่ไม่สามารถซีลได้อย่างเหมาะสม
การกวาดล้างระหว่างลูกสูบกับผนังและเหตุใดการลับคมจึงมีความสำคัญ
ในที่สุดการ Honing ก็ช่วยให้บรรลุระยะห่างจากลูกสูบถึงผนังที่ถูกต้อง นี่คือช่องว่างระหว่างสเกิร์ตลูกสูบกับผนังเจาะ โดยวัดที่หน้าแรงขับของลูกสูบ (ตั้งฉากกับแกนหมุดข้อมือ) ที่ด้านล่างของสเกิร์ต
ข้อกำหนดระยะห่างจากลูกสูบถึงผนังโดยทั่วไปสำหรับเครื่องยนต์รถจักรยานยนต์จะแตกต่างกันไปตามการใช้งาน:
| ประเภทเครื่องยนต์ | ช่วงการกวาดล้างทั่วไป | หมายเหตุ |
|---|---|---|
| ถนนสี่จังหวะ เจาะเหล็กหล่อ | 0.001–0.002 นิ้ว (0.025–0.05 มม.) | ช่วงข้อมูลจำเพาะมาตรฐาน OEM |
| ถนนสี่จังหวะ กระบอกสูบอะลูมิเนียม | 0.002–0.003 นิ้ว (0.05–0.076 มม.) | การขยายตัวทางความร้อนที่สูงขึ้นจำเป็นต้องมีการกวาดล้างที่มากขึ้น |
| ประสิทธิภาพ/การแข่งขัน สี่จังหวะ | 0.003–0.005 นิ้ว (0.076–0.127 มม.) | อุณหภูมิในการทำงานที่สูงขึ้น ลูกสูบฟอร์จจะขยายตัวมากขึ้น |
| กระบอกสูบโครเมียมสองจังหวะ | 0.002–0.004 นิ้ว (0.05–0.10 มม.) | แตกต่างกันอย่างมากตามการกระจัด |
ระยะห่างที่แน่นเกินไปจะทำให้ลูกสูบครูดเมื่อเครื่องยนต์ถึงอุณหภูมิในการทำงาน และลูกสูบจะขยายเพื่อปิดช่องว่างที่เหลือ ระยะห่างที่ใหญ่เกินไปจะทำให้ลูกสูบสั่นสะเทือน เพิ่มการทะลุของแหวน ทำให้เกิดเสียงรบกวนทางกล ("ลูกสูบตบ") และมักทำให้เจาะและสึกหรอของลูกสูบอย่างรวดเร็ว กระบวนการลับคมต้องได้รับการควบคุมอย่างแม่นยำเพียงพอเพื่อให้เส้นผ่านศูนย์กลางรูสุดท้ายอยู่ภายใน 0.0005 นิ้ว (0.013 มม.) ของขนาดชิ้นงาน — ความคลาดเคลื่อนที่ต้องมีการวัดอย่างระมัดระวังและการกำจัดวัสดุที่ถูกจำกัด
เมื่อใดควรเหลากับเมื่อใดควรส่งกระบอกรถจักรยานยนต์ไปที่ร้านขายเครื่องจักร
ไม่ใช่ทุกสถานการณ์ของกระบอกสูบที่ต้องการการตอบสนองแบบเดียวกัน การทำความเข้าใจขีดจำกัดของสิ่งที่คุณสามารถทำได้ที่บ้านเทียบกับสิ่งที่ต้องใช้การตัดเฉือนแบบมืออาชีพจะช่วยป้องกันข้อผิดพลาดที่ก่อให้เกิดค่าใช้จ่ายสูงได้
DIY Honing เหมาะสมเมื่อ:
- เจาะอยู่ภายในข้อกำหนดมิติ (ภายใน 0.002 นิ้วของทรงกลมและตรง)
- รูเจาะเคลือบจากการใช้งานเป็นเวลานาน และแหวนใส่ไม่พอดีอีกต่อไป
- แหวนลูกสูบใหม่ได้รับการติดตั้งโดยไม่มีการเจาะ และรูเจาะจำเป็นต้องมีช่องกากบาทใหม่เพื่อเจาะแหวนเข้าไป
- จำเป็นต้องทำความสะอาดสนิมบนพื้นผิวเล็กน้อยหรือรูพรุนที่มีการกัดกร่อนเล็กน้อย (แม้ว่าการเจาะรูลึกจะต้องคว้านก็ตาม)
- วัสดุเจาะเป็นเหล็กหล่อหรืออะลูมิเนียมมาตรฐาน ไม่ใช่นิคาซิลหรือโครเมียม
จำเป็นต้องทำงานที่ร้านขายเครื่องจักรมืออาชีพ เมื่อ:
- รูอยู่ห่างจากทรงกลมหรือเรียวมากกว่า 0.002 นิ้ว โดยจำเป็นต้องคว้าน
- กระบอกสูบมีการให้คะแนนลึกจากการยึดลูกสูบ - จำเป็นต้องคว้านหรือชุบใหม่
- วัสดุเจาะคือ Nikasil เซรามิกคอมโพสิต หรือโครเมียม ซึ่งจำเป็นต้องใช้เครื่องมือเพชรแบบพิเศษ
- ระยะห่างจากลูกสูบถึงผนังต้องได้รับการตั้งค่าอย่างแม่นยำเพื่อรองรับลูกสูบขนาดใหญ่
- กระบอกสูบสองจังหวะที่มีความเสียหายต่อพอร์ตขยายไปสู่พื้นผิวของรู
- สถานการณ์ใดก็ตามที่ต้องการความแม่นยำของมิติที่ดีกว่า ±0.001 นิ้ว
ราคาของร้านขายเครื่องจักรสำหรับการคว้านและลับคมกระบอกสูบของรถจักรยานยนต์โดยทั่วไปจะอยู่ระหว่าง 40 ถึง 120 เหรียญสหรัฐต่อกระบอกสูบ ขึ้นอยู่กับเส้นผ่านศูนย์กลางของรู วัสดุ และภูมิภาค สำหรับกระบอกสูบของรถจักรยานยนต์ที่ต้องการการแก้ไขทางเรขาคณิตอย่างแท้จริง นี่เป็นเงินที่ใช้จ่ายอย่างดี การพยายามแก้ไขรูที่บิดเบี้ยวหรือมีขนาดใหญ่เกินไปด้วยการเหลาดิ้น 20 ดอลลาร์จากร้านอะไหล่รถยนต์จะส่งผลให้กระบอกสูบที่ยังต้องการโรงซ่อมเครื่องจักรเท่านั้น บวกกับการเหลาเฟล็กซ์ที่สิ้นเปลือง
แหวนพังหลังจากสร้างเสริมกระบอกสูบรถจักรยานยนต์
กระบอกสูบของรถจักรยานยนต์ที่ได้รับการขัดเกลาอย่างเหมาะสมเป็นเพียงจุดเริ่มต้นเท่านั้น กระบวนการเจาะเข้าของแหวน — ในช่วงสองสามชั่วโมงแรกของการทำงานหลังการประกอบ — จะกำหนดว่าแหวนสอดคล้องกับกระบอกสูบได้ดีเพียงใด และเครื่องยนต์จะรักษากำลังอัดที่ดีและสิ้นเปลืองน้ำมันได้นานแค่ไหน
ในระหว่างการบุกเข้า จุดสูงสุด (จุดสูงสุด) ของรูปแบบครอสแฮตช์จะค่อยๆ สึกกร่อนลงภายใต้แรงกดของวงแหวน ทำให้เกิดพื้นผิวที่ราบสูงซึ่งวงแหวนจะขี่บนยอดเขาที่ราบเรียบโดยมีหุบเขากักน้ำมันอยู่ระหว่างจุดเหล่านั้น เอฟเฟกต์การขัดผิวที่ราบสูงนี้เกิดขึ้นตามธรรมชาติในระหว่างการเจาะเข้า แต่ผิวสำเร็จเริ่มต้นนั้นจำเป็นต้องถูกต้อง — หาก Ra หยาบเกินไป การเจาะเข้าใช้เวลานานเกินไป และการสึกหรอของแหวนมากเกินไป ถ้ามันเรียบเกินไป วงแหวนจะไม่สามารถสร้างแรงเสียดทานได้มากพอที่จะปรับให้สอดคล้องกัน
โปรโตคอลการบุกรุกสำหรับเครื่องยนต์รถจักรยานยนต์
- สตาร์ทเครื่องยนต์และปล่อยให้เครื่องยนต์มีอุณหภูมิในการทำงาน — โดยทั่วไปจะใช้เวลา 5 ถึง 10 นาทีด้วยคันเร่งที่ต่างกัน เพื่อหลีกเลี่ยงการเดินเบาอย่างต่อเนื่อง
- ดับเครื่องยนต์และปล่อยให้เครื่องเย็นสนิทจนถึงอุณหภูมิห้อง วงจรความร้อนนี้ช่วยยึดแหวนโดยการปล่อยให้กระบอกสูบและลูกสูบขยายและหดตัว โดยปรับพื้นผิวให้สอดคล้องกัน
- ทำซ้ำขั้นตอนวงจรความร้อนสองถึงสามครั้งก่อนขี่ครั้งแรก
- ในช่วง 500 ไมล์แรก ให้เปลี่ยนคันเร่งอย่างต่อเนื่องและหลีกเลี่ยง RPM สูงอย่างต่อเนื่อง ซึ่งจะช่วยป้องกันไม่ให้วงแหวนเคลือบในตำแหน่งที่นั่งเพียงบางส่วน
- เปลี่ยนน้ำมันเครื่องที่ระยะทาง 500 ไมล์เพื่อกำจัดอนุภาคโลหะที่เกิดจากกระบวนการหุ้มวงแหวน
- หลีกเลี่ยงการใช้คันเร่งเบาและหลีกเลี่ยง RPM สูงอย่างต่อเนื่องจนกว่าการเปลี่ยนถ่ายน้ำมันเครื่องครั้งแรกจะเสร็จสิ้น สุดขั้วทั้งสองขัดขวางการนั่งวงแหวนที่เหมาะสม
กระบอกสูบของรถจักรยานยนต์ที่ได้รับการขัดเกลาอย่างดีและมีวงแหวนที่หักอย่างถูกต้องจะแสดงค่ากำลังอัดที่เสถียรในระยะ 500–1,000 ไมล์ และควรรักษาค่าที่อ่านได้ตลอดอายุการใช้งานของเครื่องยนต์ หากการอ่านค่าแรงอัดยังคงเพิ่มขึ้นหรือเปลี่ยนแปลงอย่างมีนัยสำคัญหลังจากระยะทาง 1,000 ไมล์ อาจเป็นสัญญาณว่ากระบวนการขัดเกลาหรือการแตกหักไม่เหมาะ
 กระบอกรถจักรยานยนต์อลูมิเนียมอัลลอยด์สำหรับชิ้นส่วนเครื่องยนต์ Yamaha")

 กระบอกสูบรถจักรยานยนต์โลหะผสมอลูมิเนียม Yamaha ทนต่อการสึกหรอ")
")
 กระบอกสูบเครื่องยนต์อะลูมิเนียมประสิทธิภาพสูงของรถจักรยานยนต์ Yamaha")
")
 ชิ้นส่วนเครื่องยนต์กระบอกสูบรถจักรยานยนต์ Yamaha")
 กระบอกสูบเครื่องยนต์อะลูมิเนียมระบายความร้อนด้วยน้ำของ Yamaha")
